
Как измерить толщину полиэтиленовой пленки?
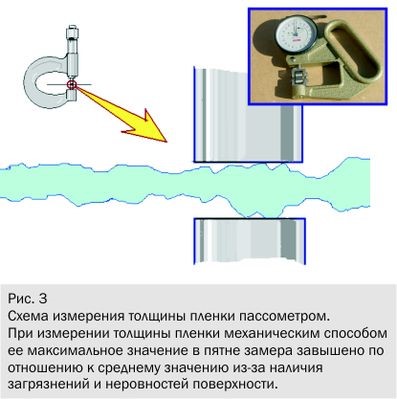
Привычна для российских крупных потребителей такая картина: технолог отрезает кусочек пленки от готового рулона и измеряет его толщину в одной или нескольких точках. Обычно замер производится механическим прибором — микрометром, микрометрической стойкой или пассометром (рис. 3), которые в лучшем случае имеют цену деления в 1 мкм.
На практике такая точность весьма условна, и не только по причине нерегулярности измерений. Измерения проводятся методами и приборами, заимствованными у машиностроителей. Тарирование и поверка приборов выполняются с использованием металлических образцов, называемых «концевыми мерами», самая тонкая из которых имеет толщину 50 мкм. Иначе говоря, используемые приборы не предназначены для измерения толщины менее 50 мкм. Диапазон от 0 до 50 мкм представляет для большинства приборов «слепую зону». Выходят из положения просто: шкала от 0 до 50 мкм делится на равные отрезки по линейному закону. Но, как известно, измерительные устройства имеют нелинейность, и потому точность измерения в диапазоне от 0 до 50 мкм при применении большинства механических средств измерения не гарантирована. Теоретически для повышения точности механических методов можно создать таблицы девиации, для чего следует провести измерения толщины образца под микроскопом и сравнить с данными, полученными механическим измерением. Для практических целей этот способ вряд ли применим.
Однако и это не самая большая беда. Следует обратить внимание на то обстоятельство, что замеры производятся не в точке, а по определенной площади поверхности пленки. ГОСТы устанавливают размер пятна замера и усилие прижима при замере, но очевидно, что, чем меньше будет площадь пятна измерения, тем больше вероятность получения результата, более близкого (и меньшего по значению!) к средней толщине результата.
При измерении толщины пленки механическим способом (с использованием микрометра или пассометра) определяется ее максимальное значение в пятне замера (см. рис. 3), которое завышается по отношению к среднему значению из-за наличия неровностей и загрязнений на поверхности. Вместе с тем при механическом контакте происходит деформация пленки. Тот, кому приходилось работать с микрометрами, имеющими цену деления порядка 1 мкм, знают о невысокой воспроизводимости измерений даже в одной и той же точке пленки. Производители механических толщиномеров часто идут дальше требований ГОСТов и нормируют усилие прижима контактных поверхностей. Однако на практике точность измерений, произведенных механическим способом, обычно ограничивается 2 – 3 мкм. А как показывают приведенные выше экономические расчеты, повышение точности измерения толщины пленок даже на 1 мкм ведет к существенной экономии средств.
Наконец, общими недостатками механических средств измерений являются необходимость их контакта с объектом и, как следствие, проблематичность их использования в непрерывном процессе производства полимерной пленки. Известные системы, основанные на измерении зазора между двумя вращающимися роликами непосредственно в процессе производства пленки, практического применения в настоящее время не находят из-за низкой точности. Поэтому контактные методы измерения толщины пленок механическими средствами имеет смысл применять в лабораторных условиях при отсутствии более точных методов.
Что означают перечисленные недостатки контактного измерения толщины в реальной практике производства пленки? Вполне вероятная погрешность на 2 ? 5 мкм, например, может послужить основой конфликта между поставщиком и покупателем пленки. Впрочем, если заинтересованные стороны договорятся измерять толщину по одной методике одинаковыми приборами, то проблемы можно избежать. А вот для решения собственных технологических задач механические измерения, как вытекает из сказанного, применять нужно с осторожностью.
Далее рассмотрим практическую пригодность других методов измерения толщины пленки.
В общем случае для измерения толщин диэлектрических и диамагнитных материалов, к которым относится подавляющее большинство ПМ, помимо механических методов принципиально применимы акустические, оптические, электрические, магнитные, вихретоковые и радиационные методы толщинометрии, в которых сравниваются значения характерных параметров соответствующих физических полей до и после их взаимодействия с объектом контроля. Для полноты картины необходимо упомянуть и такие разновидности толщинометрии, как лазерная триангуляция, а также метод замера аэродинамического сопротивления воздушного зазора между воздушным соплом и пленкой.
Данные методы основаны на различных физических принципах, позволяющих получить конечный информативный параметр в виде электрического сигнала, уровень которого коррелирует с толщиной объекта. Эта общая особенность указанных методов позволяет объединить их в группу так называемых «электронных» методов толщинометрии.
Для некоторых методов измерения необходимо, чтобы сенсорные устройства находились с обеих сторон полотна, для других достаточно расположить датчики только с одной его стороны. Первые могут применяться для измерения толщины плоского полотна, например, в каст-процессах (поливные и каландровые линии с плоскощелевой экструзией), или же для измерения толщины сложенного вдвое рукава с последующей расшифровкой толщины одного слоя. «Односторонние» приборы второго типа способны измерять рукавную пленку на более ранней стадии технологического процесса, что, как будет показано ниже, может иметь важное значение в «борьбе за микроны».
Методы различаются также по точности измерения, быстродействию, достоверности результатов, возможности автоматизации как собственно измерений, так и документирования их результатов и, конечно, по стоимости практической реализации. Для производителей важно делать замеры с высокой точностью и разрешающей способностью и в реальном времени. Совместить указанные требования непросто.
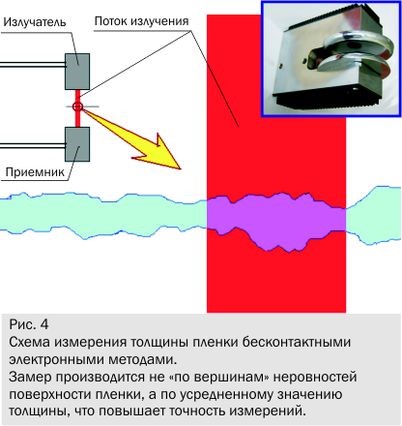
В отличие от механических, электронные методы измерения толщины являются косвенными. Важное значение для повышения точности измерений имеет то обстоятельство, что замер в этих случаях производится не «по вершинам» неровностей поверхности пленки, а по усредненному значению толщины (рис. 4). Однако так же, как и при механическом измерении толщины, в электронных методах не избежать погрешностей, связанных с тем, что замер производится в пятне, площадь которого не всегда удается уменьшить до величины, в рамках которой отклонение толщины не превышает предел измерения.
На первый взгляд при одинаковой площади пятна измерения немеханические способы точнее. Однако в большинстве случаев речь идет об очень слабых сигналах, сопоставимых по величине с уровнем «электронного шума».
Приведем такой пример. В настоящее время для непрерывной оценки толщины рукавной пленки в ходе производства широко применяется электроемкостный метод (одна из разновидностей методов электрического контроля), который основан на различии диэлектрической проницаемости воздуха и ПМ. Метод позволяет (в случае использования накладного конденсатора) осуществить односторонний доступ к пленке (рис. 5). Емкость конденсатора с разомкнутыми пластинами, выполняющего роль одновременно и источника электрического поля, и чувствительного элемента, является в данном методе первичным информативным параметром и зависит от толщины проходящей мимо пластин пленки.
Данный метод имеет, однако, серьезные недостатки. Во-первых, изменение расстояния между датчиком-конденсатором и поверхностью пленки резко снижает достоверность измерения. Дело в том, что накладной конденсатор создает электрическое поле рассеивания, напряженность которого быстро убывает с увеличением расстояния от обкладок конденсатора, и, следовательно, наибольший вклад в его емкость вносят слои среды, прилегающие к обкладкам. Поэтому необходимо, чтобы пленка скользила по поверхности датчика, что связано, однако, с опасностью ее механического повреждения и даже разрыва, если учесть при этом сравнительно высокий коэффициент трения пленок, например, на основе сополимеров ЭВА, металлоценовых марок ПЭНП и других современных ПМ. Тем не менее эта проблема решается, и в настоящее время на рынке появились бесконтактные емкостные датчики, поддерживающие постоянный зазор между обкладками конденсатора и поверхностью пленки, некоторых фирм (Kuendig и Octagon ProcessTechnology), а также датчик фирмы PlastControl, имеющий роликовый электрод, катящийся по пленке. Во-вторых, в связи с малой разницей между значениями диэлектрической проницаемости воздуха и ПМ (темболее неполярных ПМ, в частности — полиолефинов) точность описываемого метода, особенно для тонких пленок, невысока. Увеличение размеров обкладок конденсатора повышает стабильность показаний датчика, но снижает его разрешающую способность. На практике отклонения толщины пленки в пределах 3-5 мкм для подобных датчиков неразличимы. Кроме того, погрешность метода резко возрастает при контроле многослойных пленок, имеющих слои ПМ с разной полярностью и соответственно различной диэлектрической проницаемостью, например, слои из ПЭ и полиамида, сополимера этилена и винилового спирта или ПЭ с высоким содержанием наполнителя, в частности, двуокиси титана.
У данного метода есть и другие недостатки. Так, для уменьшения электронного шума и стабилизации опорного сигнала и, тем самым, для получения приемлемых по точности результатов на практике применяется дорогостоящая тепловая стабилизация датчика. Наконец, подобные датчики требуют непрерывной калибровки путем сопоставления сигнала с данными о реальном потреблении сырья, получаемыми от гравиметрического дозатора.
Многих перечисленных выше недостатков лишен метод, основанный на измерении интенсивности вторичного (рассеянного) радиационного излучения, наведенного в полимерной пленке первичным гамма-излучением. В зарубежных источниках это явление называют также «обратным рассеиванием»(backscattering). Датчик, в корпусе которого смонтированы и источник гамма-излучения(радиоактивный изотоп), и радиометрический приемник вторичного излучения, также может располагаться с одной стороны полотна, что позволяет использовать его в производстве рукавной пленки. Единственной фирмой-изготовителем такого датчика является NDC (США).
Обратное рассеивание с физической точки зрения достаточно сложное явление, но для обсуждаемой темы важно, что интенсивность вторичного излучения (при прочих равных условиях) зависит от толщины пленки и плотности ПМ и увеличивается с увеличением последних. Этот метод, в отличие от электроемкостного, менее чувствителен к типу пленочного материала, так как применяемые на практике ПМ отличаются по плотности всего на 10 – 30 %, в то время как по диэлектрической проницаемости – в несколько раз. Однако существенным хроническим недостатком методов гамма-контроля является постепенное, обусловленное распадом выбранного в качестве источника радиоактивного излучения изотопа, уменьшение интенсивности первичного гамма-излучения (и соответственно вторичного, наводимого в контролируемой пленке), которая в общем случае зависит также от массы изотопа и расстояния от него до пленки. Это явление требует постоянной коррекции результатов измерений в соответствии с известным экспоненциальным законом распада конкретного изотопа, что, впрочем, в современных приборах подобного типа осуществляется автоматически. Спустя некоторое время, в связи с уменьшением активности источника гамма-излучения и соответственно чувствительности метода, требуется замена источника.
Наконец, применение датчиков, основанных на ионизирующем излучении, ограничено сложностью получения лицензии в Минатоме на их использование, высокой стоимостью и длительностью организации транспортирования, необходимостью введения режима доступа на предприятие и в рабочую зону, а также психологическими факторами, с которыми приходится считаться предпринимателям. Дополнительные сложности и затраты связаны и с необходимостью введения должности аттестованного специалиста по сервису таких систем, а также с общим повышением качественного уровня подготовки и ответственности технического персонала и организаторов производства.
Еще одним методом односторонней толщинометрии пленки в принципе может быть ультразвуковой, используемый, например, для контроля диаметра и толщины стенки труб. Однако данный метод требует применения акустических жидкостей (в основном – воды) для улучшения контакта между преобразователями и пленкой (и соответственно повышения коэффициента прохождения ультразвуковых волн в пленку) или даже полного погружения и контролируемого объекта, и преобразователей в воду(иммерсионный метод), что теоретически возможно, например, при производстве пленок раздувом в воду, но практически не находит применения.
В системах двухстороннего контроля, используемых, в частности, для измерения толщины не рукавных, а плоских пленочных полотен, высокую точность дает радиационный метод, основанный на применении бета-излучения. Этот метод наиболее часто используется в плоскощелевых пленочных и листовых экструзионных установках. В данном случае источник и приемник излучения располагаются соосно по обе стороны пленки. Эти же датчики можно устанавливать и на выдувных машинах, но уже после тянущих валов. Если эти машины оборудованы осциллирующей платформой, на которой расположены тянущие валы(осциллирование применяется для распределения неоднородности пленки), то измерения можно проводить уже после сложения пленки в рукав. В этом случае измеряется двойная толщина пленки, но с помощью математических алгоритмов, учитывающих, в частности, скорость осциллирования, скорость поперечного сканирования, транспортное запаздывание, можно расшифровать одинарную толщину пленки. Эти датчики с успехом используются для измерения толщины пленок как из неполярных полиолефинов, так и из барьерных материалов, являющихся по большей части высокополярными. Однако применение источников ионизирующего излучения, как и в случае гамма-толщинометрии, требует разрешения на их использование и соответственно организованного производства.

При изготовлении относительно толстого полотна (поего ширине) на листовых экструзионных установках машинах или в случае сложенного рукава при выдувной пленочной экструзии может применяться датчик замера толщины по аэродинамическому сопротивлению воздуха. Принцип метода заключается в измерении давления воздуха, исходящего из сопла, направленного на поверхность полотна. Полотно должно располагаться между соплом и калиброванным валом, подпирающим полотно с обратной стороны, причем расстояние между отверстием сопла и калиброванным валом поддерживается строго постоянным. Чем полотно толще, тем меньше зазор между соплом и поверхностью полотна, что повышает аэродинамическое сопротивление зазора. Фирмы Plast Control и Electronic Systems поставляют датчики, основанные на измерении аэродинамического сопротивления и предназначенных для измерения толщины гладких полотен. Метод позволяет измерять полотна различного типа: полимерные и металлические фольговые, цветные и зеркальные. Однако, ввиду того что расстояние между соплом и калиброванным валом нужно поддерживать строго постоянно, сканирование поперек полотна снижает точность измерения, поэтому на практике датчики располагаются фиксировано на краю полотна. Следует добавить, что точность данного метода не превышает точности механического измерения.
С развитием электроники все более популярными становятся оптические методы толщинометрии, основанные на поглощении пленками инфракрасного (ИК) излучения. Принцип их действия основан на эмпирическом законе Бэра-Ламберта, который функционально связывает оптическую плотность (десятичный логарифм отношения интенсивности падающего света к интенсивности прошедшего сквозь среду света) с произведением коэффициента поглощения, относительного содержания и толщины слоя в многослойных материалах. Поскольку коэффициент поглощения зависит также и от частоты ИК-излучения, метод обладает известной селективностью – подбирая частоты, при которых тот или иной ПМ обладает наибольшим поглощением, можно определить относительное содержание каждого компонента в многослойных пленках. Таким образом, с помощью ИК-метода можно определить как общую толщину пленки, так и толщину отдельных слоев из разных (но прозрачных для ИК-излучения) материалов. Так, например, ПЭ имеет максимум поглощения в диапазоне длин световых волн, соответствующих примерно 4 мкм. Тогда сенсор излучения, настроенный на данную длину волны, будет «видеть» толщину пленки, поскольку более толстая пленка для такого датчика будет пропускать меньше светового потока.

Если же сенсор будет иметь канал, настроенный, например, на 2,6 – 2,8 мкм, то он также сможет дать информацию о толщине слоя сополимера этилена и винилового спирта (ЭВС), если таковой имеется в структуре пленки. Таким образом можно будет получать информацию как об общей толщине многослойной пленки, так и о толщине индивидуального барьерного слоя из сополимера ЭВС. Такие ИК-датчики, основанные на источниках излучения в виде галогеновой лампы с механическим обтюратором, промышленно выпускаются фирмами NDC и ThermoFischer. Но поскольку датчики этих фирм работают в диапазоне длин волн порядка 1,6 мкм, в котором поглощение ИК-излучения на порядок слабее и сопоставимо с уровнем электронного шума даже при тепловой стабилизации датчика. С этим обстоятельством связана высокая погрешность и низкая скорость измерения датчиков этих фирм.
В современных системах ИК-контроля, появившихся в последнее время, используются лазерные полупроводниковые источники ИК-излучения (подобные излучатели применяются для чтения оптических дисков), узкий волновой спектр которых способствует повышению избирательности действия датчиков. Появились и новые приемники излучения, обладающие более высокой чувствительностью. За счет этого погрешность измерений снизилась сразу на 2 порядка. ИК-датчики нового поколения позволяют с достаточной точностью и быстродействием измерять толщину быстродвижущихся пленок, изготавливаемых из широкого ассортимента ПМ – прозрачных, окрашенных и др. С 2005 г. подобные датчики начала поставлять российская компания «АрсеналИнжиниринг». На рис. 6 показаны стационарный и сканирующий варианты исполнения ИК-датчиков, а на рис. 7 – профилограмма, построенная по 538 точкам на окружности термоусадочной рукавной пленки из ПЭНП.
О преимуществах и недостатках различных методов измерения толщины пленок свидетельствуют данные, приведенные в таблице.
| Метод | Чувствительность, мкм | Односторонний контроль | Предел точности управления, мкм |
| Механический | 2-3 | Невозможен | 5 |
| Электроемкостный | 1-4 | Возможен | 4 |
| Гамма-метрический | 0,5 | Возможен | 1 |
| Бета-метрический | 0,5 | Невозможен | 2 |
| Инфракрасный | 0,5 | В промышленном исполнении отсутствует | 1 |